The field of robot calibration is an important part of our core competencies. We are pleased to offer you our services in this field. The sigma3D team supports you by precisely determining and calibrating the static and dynamic parameters of your industrial robots according to the ISO standards.
To achieve this, the sigma3D team brings together state-of-the-art measurement technology, many years of experience and comprehensive expertise. With the help of our measuring equipment, we can carry out measurements on-site in your production plant and determine the parameters for every type of robot. This enables us to detect deviations directly, which can be significantly improved by subsequent robot calibration using a dot grid and "look-up-table" or by determining Denavit-Hartenberg (DH) parameters. The result: highly efficient production without any loss of performance.
Use our expertise and gain reliability and precision for your industrial robots!
Your advantages at a glance
In the following, we would like to give you an example of the improvements that are possible when the project "Calibrate robots" is approached in a targeted manner.
The repeatability with always the same pose in the 1/10 mm range is normally very good. But with large robots of the 200 kg class in the absolute position, the deviations of several millimetres in the range can be identified. This depends on the base and the weight load.
For the standard tasks, where the robot always performs the same sequences, teaching these poses can be the solution. Here, however, one can also make oneself a slave to the system. Every change in the product or the sequences must not only be created in the product itself or the offline programming - each time, the teaching of every further position is also necessary. Depending on the complexity and number of poses and movements, this can be very complex and therefore expensive.
In the best case, the robot is more precise - and so accurate that the movements are transferred 1:1 from the construction to the robot. This builds trust in the machine that it will do exactly what the designer or offline programmer wants.
Laser-based 3D measurement technology is used to turn this ideal idea into reality. It is the most economical approach for this. It offers a higher-level measuring system - by the use of a laser tracker - with a measuring accuracy of 0.01 mm/m and a flexibility that allows a setup in almost any environment in which industrial robots are used.
A difference is made between two types of measurements which can be carried out on or with a robot to get it more accurate.
The so-called base survey aims to determine the robot's coordinate system to a higher-level system. For this purpose, the instrument is to be referenced in the plant system using the corresponding measurement software. In this system, the robot now approaches different poses and a point on the robot's tool is measured with the laser tracker. This point need not be known to the robot as a tool. The additional module RoboCALC of the open source software "OpenIndy" developed by sigma3D recognizes this "free point" and can perform the calculation. This measurement is performed over a defined number of points in the active working area of the robot.
Transformation calculations are used to determine the transformation parameters. Especially the rotations can be output in various formats:
Here it is essential to clarify in advance, which format the respective robot controller supports. The path of the data flow must also be defined.
In addition to the base, the tool can be simultaneously determined if the measuring reflector of the laser tracker is attached to the tool centre point via an adapter.
This type of measurement is a standard as it has been and is being carried out by sigma3D in thousands of automotive plants around the world.Thus, we have experience and knowledge in this task and also standardized protocols. This allows us a very short lead time.
With the appropriate availability, we can react within one day.
And on top, without any problem, we can measure up to 8 robots per day. (assuming the data is available).
The mentioned measurements above only consider the global position of the robot.
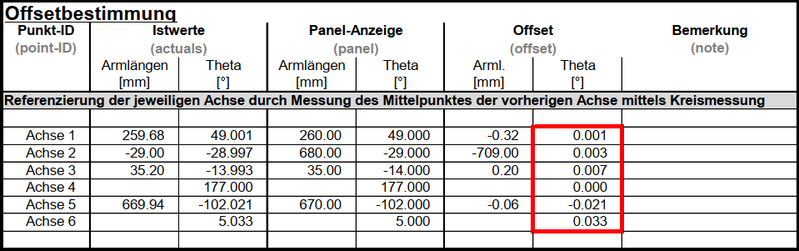
If, however, the perpendicularity of the robot axes is not given and the axis lengths are inaccurate, deviations still occur in the application of the robot. Here it is necessary to consider each robot axis individually.
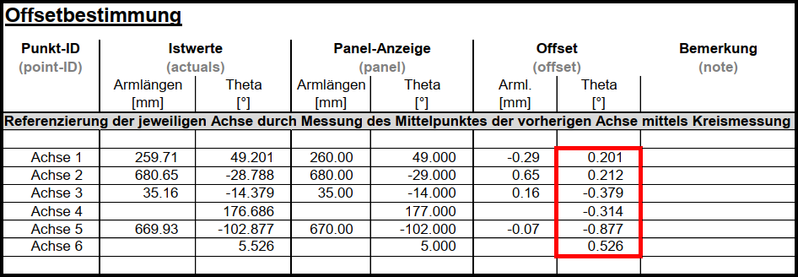
The rotational axes of the robot joints are determined by a sequential procedure. That is accomplished by measuring individual circles from which the centre axes are determined.
The Denavit-Hartenberg parameters (for rectangular axes) or the Hayati-Mirmirani parameters (for parallel axes) is obtained from these axes. Precisely, the offset of the axes and the effective arm length are determined here.
Testing of the robot after calibration
These measurements can take about up to 6 hours per robot. If these measurements are successfully entered in the control unit, check measurements can provide results that are at least a factor of 10 better than an uncalibrated robot. It is beneficial to calibrate your robots!
Having a good robot in action is one thing. But its quality must also be testable. In addition to measurements to improve the robot, it can also be checked for its "trustworthiness".
Important central parameters for a robot calibration are the absolute accuracy, also called "accuracy of pose or path", short AP and the repeatability of pose and path, RP.
Both AP and RP are part of the international ISO standard 9283 (DIN ISO 9283) and therefore part of the test. Besides the strict inspection of the robot according to ISO standard, a further check according to customer specifications can also be carried out on request.
Because each robot and customer demands are different, the individual analyses are crucial. For one customer, for example, repeatability is important, for other users' path accuracy is the main concern, and yet others attach importance to speed and the interaction of various external sensors attached to the robot.
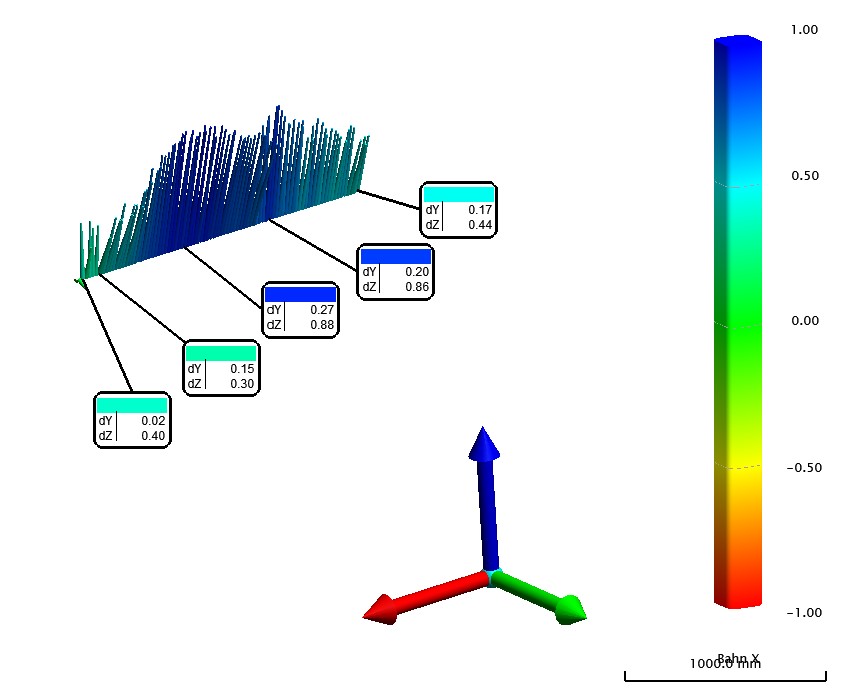
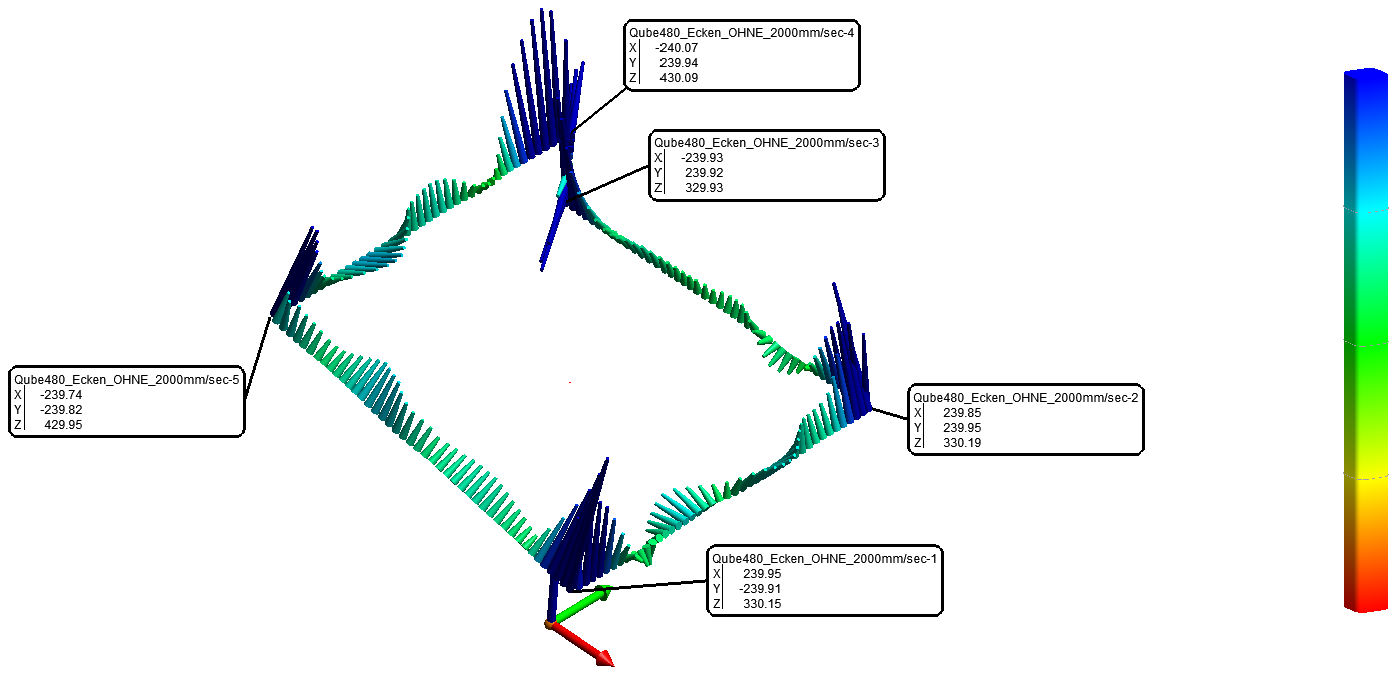
Especially in the area of path fidelity in connection with speed, the measurement with the laser tracker is an instrument a well-proven solution. The target point can still be tracked without problems even with a speed of 2000 mm/sec.
Here, for example, Spatial Analyzer as measuring and evaluation software helps us. This high-end software product also allows for complex investigations and quickly clarifies the current situation. Thanks to the various options for displaying deviation vectors, all measurements after a robot calibration are quickly and reliably evaluated and displayed.
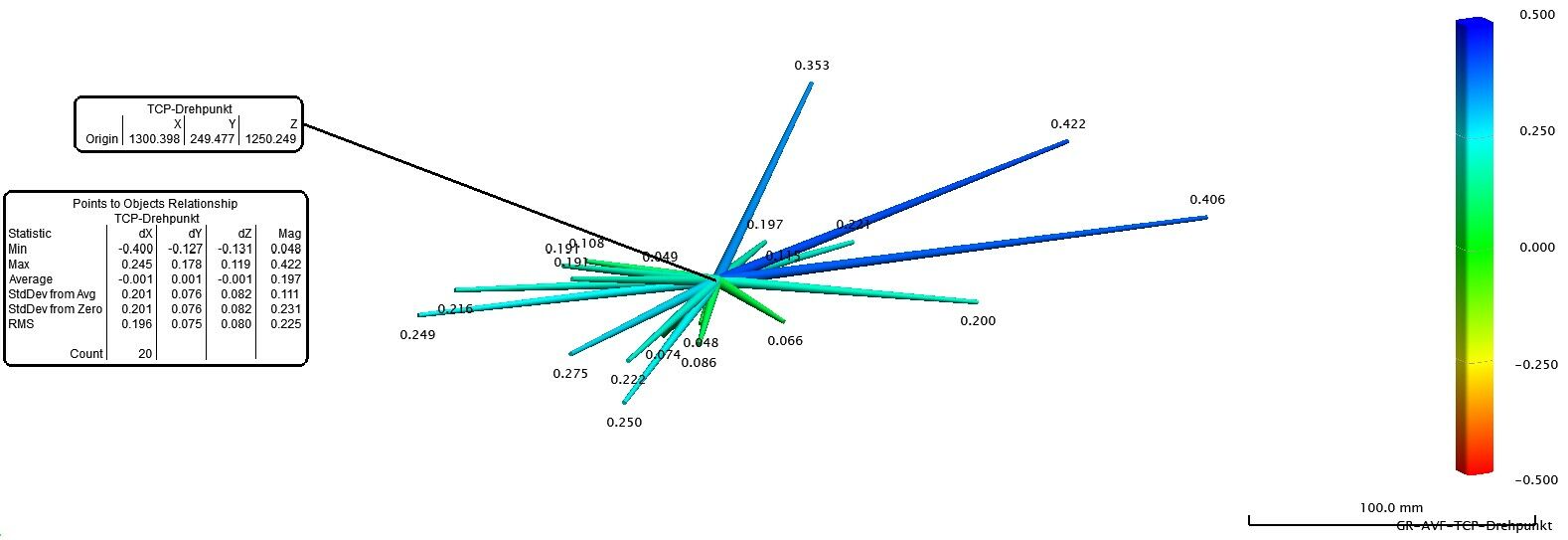
Another test is usually the reorientation of the tool around a defined point, which is often carried out and optically inspected by the robot operator with two measuring tips. With the Lasertracker measurement, this can be documented without any difficulty. The scattering of these measuring test gives a reliable quality statement about the robot in a specific working area.