
Das Gebiet der Roboter-Kalibrierung ist ein wichtiger Teil unserer Kernkompetenzen. Wir freuen uns entsprechend, Ihnen Dienstleistungen rund um dieses Thema anbieten zu können.
Das Team von sigma3D unterstützt Sie beim korrekten Bestimmen und Kalibrieren der statischen und dynamischen Kenngrößen Ihrer Industrieroboter nach ISO-Normen.
Dafür bringt das Team von sigma3D für Sie modernste Messtechnik, langjährige Erfahrung und umfassendes Fachwissen zusammen. Mit Hilfe unserer Messgeräte können wir vor Ort in Ihrer Produktionsanlage Messungen durchführen und die Kenngrößen für jede Art von Robotertyp bestimmen. So erkennen wir direkt Abweichungen, welche durch eine anschließende Roboter-Kalibrierung mittels Punktraster und "look-up-table" oder der Ermittlung von Denavit-Hartenberg (DH) Parameter deutlich verbessert werden können.
Das Ergebnis: Eine hocheffiziente Produktion ohne Leistungsverluste.
Nutzen Sie unser Fachwissen und gewinnen Sie an Zuverlässigkeit und Präzision für Ihre Industrieroboter!
Ihre Vorteile auf einen Blick
Im Folgenden möchten wir Ihnen beispielhaft näherbringen, welche gravierenden Verbesserungen möglich sind, wenn man das Projekt „Roboter kalibrieren“ gezielt angeht.
Während die Wiederholgenauigkeit mit immer der gleichen Pose im 1/10 mm-Bereich sehr gut ist, können bei großen Robotern der 200-kg-Klasse bei der absoluten Position im Raum schon mal mehrere Millimeter-Beträge als Abweichungen zu erkennen sein. Dies ist abhängig vom Unterbau und der Gewichtsbelastung.
Bei Standard-Aufgaben, in denen immer wieder die gleichen Abläufe vom Roboter durchgeführt werden, kann das Teachen (Anlernen) dieser Posen die Lösung sein. Hier kann man sich aber auch zum Sklaven der Anlage machen, weil jede Änderung im Produkt oder in den Abläufen nicht nur in der Konstruktion beziehungsweise der Offline-Programmierung erstellt werden muss - es ist auch jedes Mal ein Teachen jeder weiteren Position nötig. Je nach Komplexität und Anzahl der Posen und Bewegungen kann dies sehr aufwändig und somit teuer werden.
Im besten Fall macht man den Roboter genauer - und zwar so genau, dass die Bewegungen aus der Konstruktion 1:1 auf den Roboter übernommen werden. Man schafft ein Vertrauen in die Maschine, dass sie genau das macht, was sich der Konstrukteur bzw. Offline-Programmierer wünscht.
Damit diese ideale Vorstellung Wirklichkeit werden kann, kommt die laserbasierte 3D-Messtechnik zum Einsatz. Sie ist hierfür der wirtschaftlichste Ansatz.
Diese bietet ein übergeordnetes Messsystem – durch Einsatz von einem Lasertracker - mit einer Messgenauigkeit von 0.01 mm/m und einer Flexibilität, welche einen Aufbau in nahezu jeder Umgebung zulässt, in der auch Industrieroboter zum Einsatz kommen.
Es wird unterschieden zwischen zwei Typen von Messungen, die an bzw. mit einem Roboter durchgeführt werden können, um ihn genauer zu bekommen.
Ziel der sogenannten Base-Vermessung ist die Bestimmung des robotereigenen Koordinatensystems in Bezug auf ein übergeordnetes System.
Hierzu ist das Instrument mittels der entsprechenden Messsoftware im Anlagensystem zu referenzieren. In diesem System werden nun mit dem Roboter verschiedene Posen angefahren und ein Punkt am Werkzeug des Roboters mit dem Lasertracker gemessen. Dieser Punkt muss dem Roboter nicht als Tool bekannt sein. Das von sigma3D entwickelte Zusatzmodul RoboCALC der Open Source Software „OpenIndy“ erkennt diesen „freien Punkt“ und kann die Berechnung ausführen. Diese Messung geschieht über eine definierte Anzahl an Punkten im aktiven Arbeitsbereich des Roboters.
Über Transformationsberechnungen werden die Transformationsparameter ermittelt.
Vor allem die Drehungen können in verschiedensten Formaten ausgegeben:
Hier gilt es im Vorfeld abzuklären, welches Format die jeweilige Robotersteuerung unterstützt. Auch ist der Weg des Datenflusses zu klären.
Zusätzlich zur Base kann simultan das Tool mitbestimmt werden, wenn der Messreflektor des Lasertrackers über einen Adapter am Tool-Center-Point befestigt wird.
Dieser Typ Messungen ist ein Standard, wie er von sigma3D zu Tausenden in Automobilwerken in der ganzen Welt durchgeführt wurde und wird. Somit gibt es bei uns einen sehr großen Erfahrungsschatz in dieser Aufgabe und auch ein standardisiertes Protokoll. Durch diese Standards sind sehr kurze Vorlaufzeiten möglich.
Bei entsprechender Verfügbarkeit können wir innerhalb eines Tages reagieren.
Es können problemlos bis zu 8 Roboter am Tag gemessen werden (entsprechende Datenlage vorausgesetzt).
Die zuvor genannten Messungen behandeln nur die globale Position des Roboters.
Wenn nun aber die Rechtwinkligkeiten der Roboterachsen nicht gegeben ist und die Achslängen ungenau sind, treten immer noch Abweichungen bei der Applikation des Roboters auf. Hier ist es notwendig, jede Roboterachse einzeln zu betrachten.
Durch ein sequenzielles Verfahren werden die Drehachsen der Robotergelenke bestimmt. Dies geschieht durch Messung von Einzelkreisen, aus denen die Mittelachsen bestimmt werden.
Aus diesen Achsen können die Denavit-Hartenberg-Parameter (für rechtwinklige Achsen) bzw. die Hayati-Mirmirani-Parameter (für parallele Achsen) gewonnen werden. Speziell wird hier der Offset der Achsen und die effektiv wirkende Armlänge ermittelt.
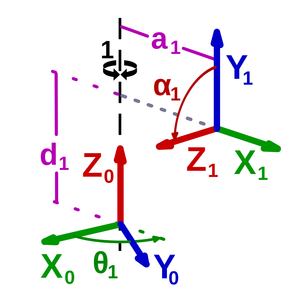
© Wikipedia / User: Jahobr
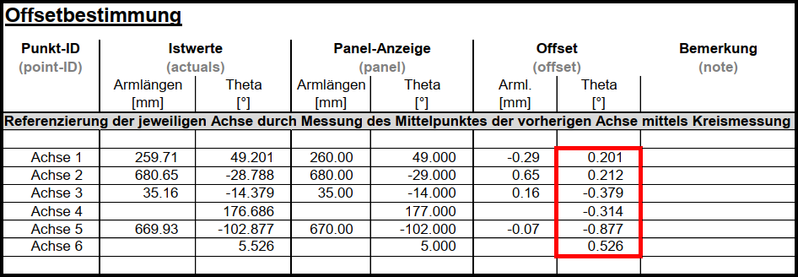
Messung des Roboters vor der Kalibrierung (diese Werte wurden in die Steuerung eingegeben)
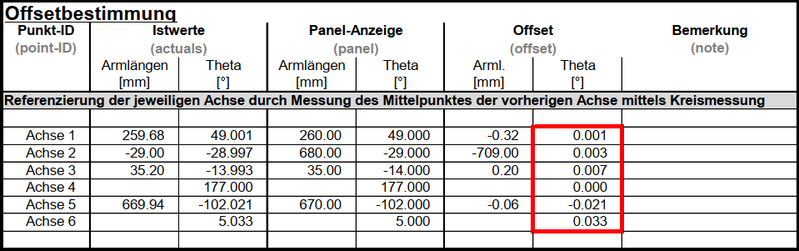
Prüfung des Roboters nach der Kalibrierung
Diese Messungen können pro Roboter ca. 6 Stunden in Anspruch nehmen. Wenn diese Messungen erfolgreich in die Steuerung eingetragen sind, werden bei Kontrollmessungen Ergebnisse möglich, welche mindestens Faktor 10 besser sind als ein unkalibrierter Roboter. Es lohnt sich, Roboter zu kalibrieren!
Einen guten Roboter im Einsatz zu haben, ist eine Sache. Seine Qualität muss aber auch prüfbar sein. Zusätzlich zu den Messungen zur Verbesserung des Roboters, kann er noch auf seine „Vertrauenswürdigkeit“ überprüft werden.
Wichtige zentrale Kenngrößen für eine Roboter-Kalibrierung sind hier die Absolutgenauigkeit, auch „accuracy of pose or path“ genannt und mit AP abgekürzt sowie die Wiederholgenauigkeit – „repeatability of pose and path“, RP.
Sowohl AP wie auch RP sind Teil der internationalen ISO-Norm 9283 (DIN ISO 9283) und entsprechend Teil der Prüfung. Neben einer solchen strengen Überprüfung des Roboters nach ISO-Standard kann auf Wunsch auch eine Überprüfung nach Kundenvorgaben erfolgen.
Denn: Jede Applikation ist anders. So ist bei einem Kunden die Wiederholgenauigkeit von Bedeutung, für andere Anwender steht die Bahntreue im Vordergrund und wieder andere legen Wert auf Geschwindigkeit und das Zusammenspiel von diversen externen Sensoren, die am Roboter befestigt werden.
Gerade im Bereich der Bahntreue in Verbindung mit der Geschwindigkeit ist die Messung mit dem Lasertracker als Instrument eine bewährte Lösung. Geschwindigkeiten von 2000 mm/sec sind kein Problem und der Zielpunkt kann noch problemlos verfolgt werden.
Hier hilft uns zum Beispiel Spatial Analyzer als Mess- und Auswertesoftware. Dieses High-End-Softwareprodukt lässt auch komplexe Untersuchungen zu und verdeutlicht schnell die aktuelle Situation. Durch die verschiedenen Möglichkeiten der Darstellung von Abweichungsvektoren werden sämtliche Messungen nach einer Roboter-Kalibrierung schnell und sicher ausgewertet und dargestellt.
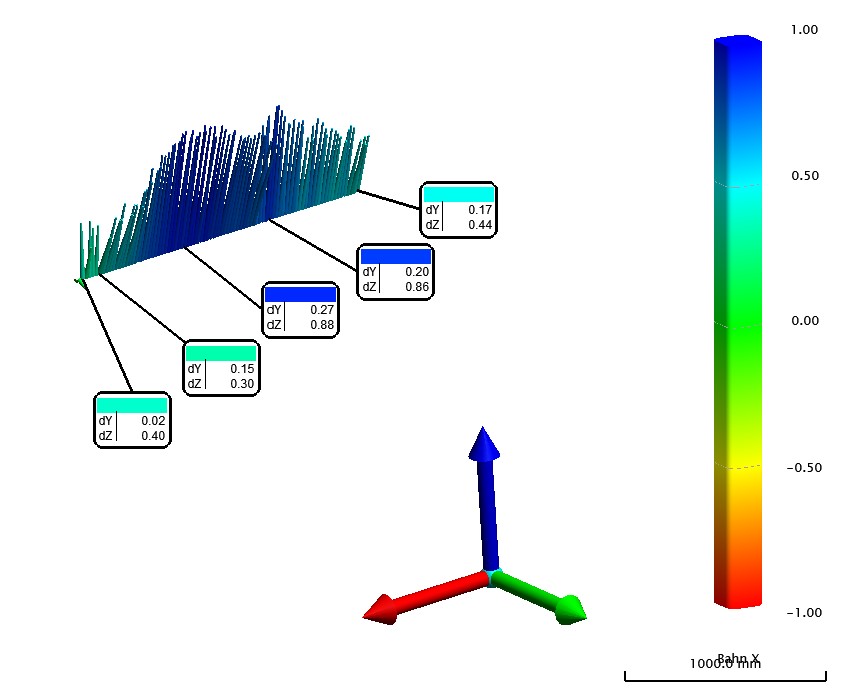
Bahnvermessung eines Standard Industrieroboters entlang der X-Achse
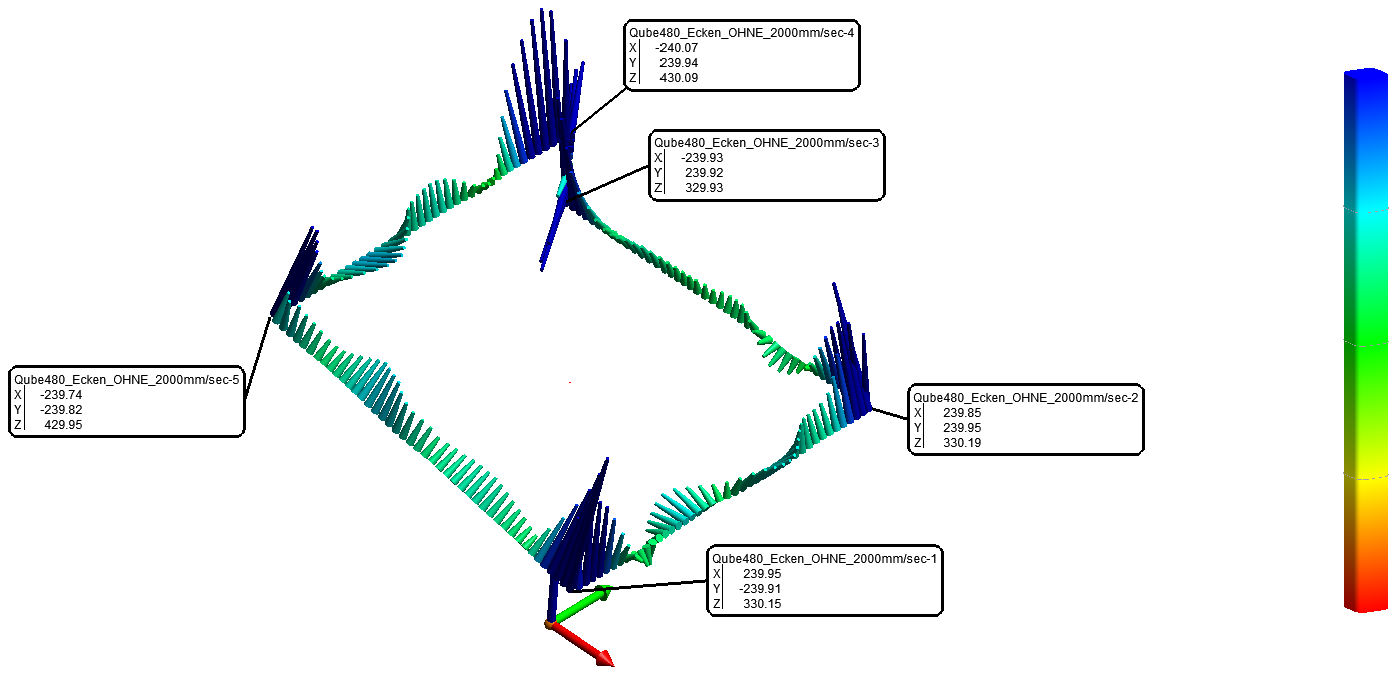
Bahnvermessung an einem Delta-Roboter bei einer linearen Geometrie mit 480 mm Kantenlänge und einer Geschwindigkeit von 2000 mm/sec
Ein weiterer Prüfpunkt ist häufig die Umorientierung des Werkzeugs um einen definierten Punkt. Seitens der Roboterfahrer wird dies häufig mit zwei Messspitzen durchgeführt und optisch geprüft.
Mit der Lasertracker Messung kann dies zweifelsfrei dokumentiert werden. Die Streuung dieser Messpunkte gibt eine gute Qualitätsaussage zu dem Roboter in einem bestimmten Arbeitsbereich.
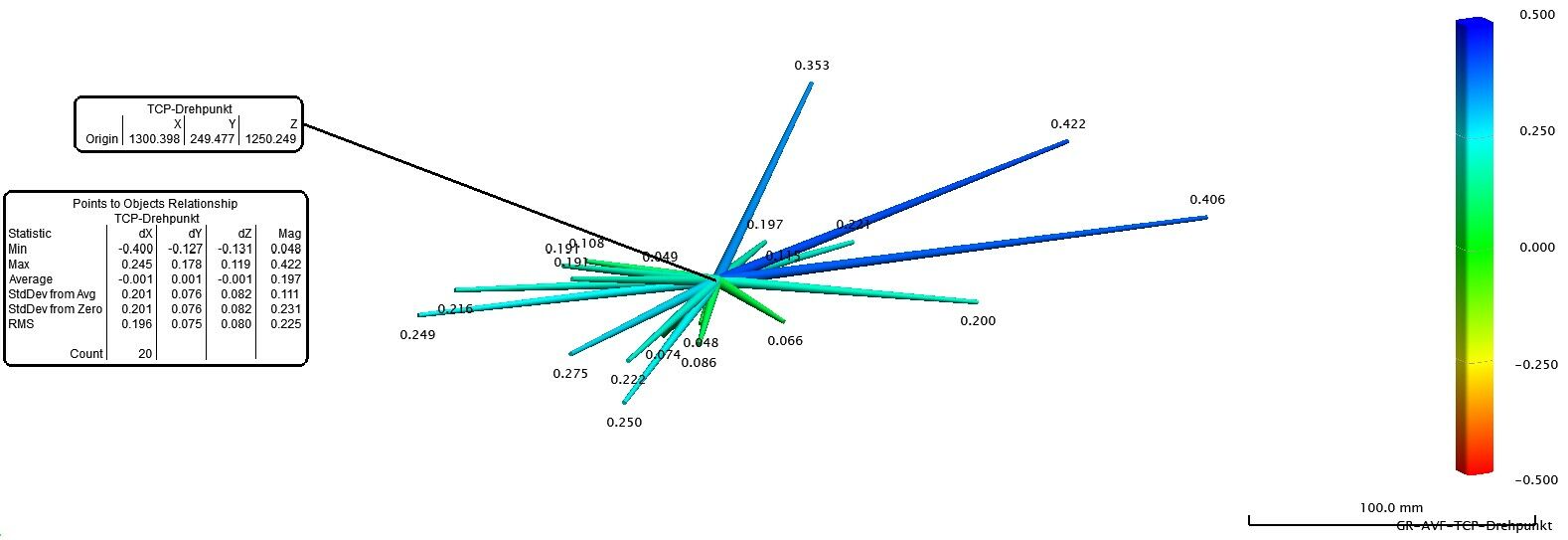
Umorientierung eines SCARA-Roboters
Sie haben Fragen zum Thema Vermessung Industrieroboter? Wir beraten Sie gerne persönlich und erstellen Ihnen auf Wunsch ein individuelles Angebot.